- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

گھر > مصنوعات > ڈرلنگ ٹیپنگ گھسائی کرنے والی مشین > CNC ڈرلنگ ٹیپنگ مشین > 4th ایکسس کے ساتھ CNC ڈرلنگ ٹیپنگ ملنگ مشین









4th ایکسس کے ساتھ CNC ڈرلنگ ٹیپنگ ملنگ مشین
یویلی، چین میں ایک پیشہ ور صنعت کار اور فراہم کنندہ CNC ڈرلنگ ٹیپنگ ملنگ مشین کو 4th Axis کے ساتھ پیش کرتا ہے، ایک فیکٹری گریڈ سلوشن جو درست دھاتی مشینی، پیداواری صلاحیت، درستگی اور لاگت کی کارکردگی کو بڑھانے کے لیے ڈیزائن کیا گیا ہے۔
انکوائری بھیجیں۔
مصنوعات کی وضاحت
چین کی ایک قابل اعتماد مینوفیکچرنگ کے طور پر، 4th Axis کے ساتھ Yueli'sCNC ڈرلنگ ٹیپنگ ملنگ مشین کو اعلیٰ درستگی، کثیر عمل دھاتی مشین فراہم کرنے کے لیے انجنیئر کیا گیا ہے۔ یہ جدید حل ڈرلنگ، ٹیپنگ اور گھسائی کرنے کے افعال کو چوتھے محور کے نظام کے ساتھ مربوط کرتا ہے، جس سے مینوفیکچررز کو پیداواری صلاحیت کو بہتر بنانے، مزدوری کے اخراجات کو کم کرنے، اور پیچیدہ اجزاء میں مسلسل مشینی درستگی حاصل کرنے میں مدد ملتی ہے۔
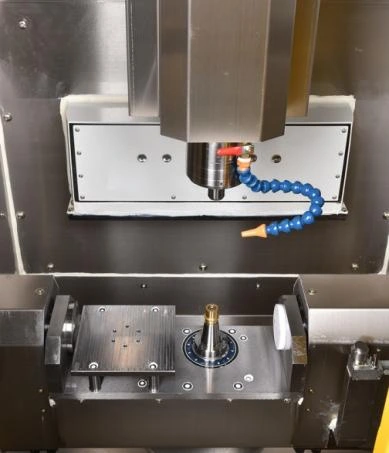
یہ مشین کیا ہے؟
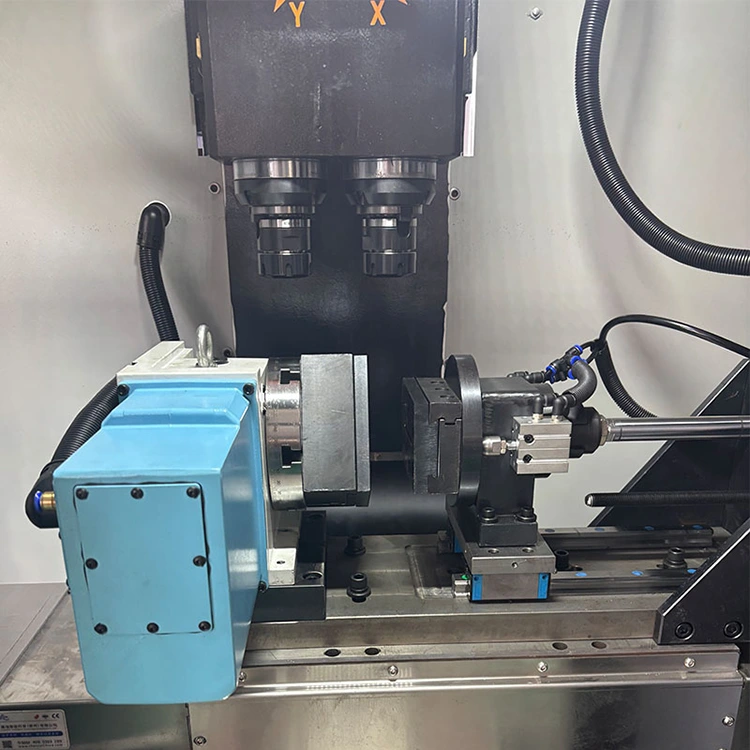
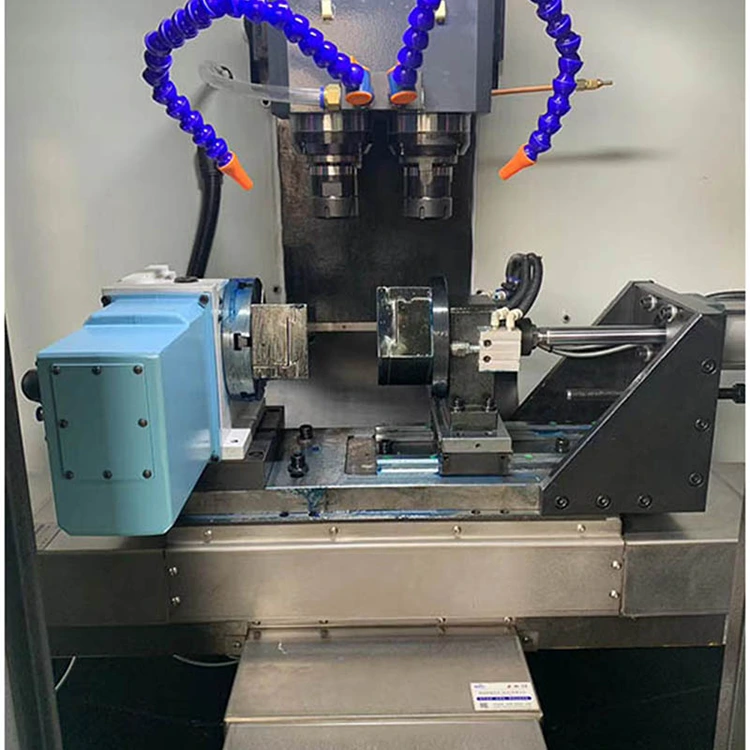
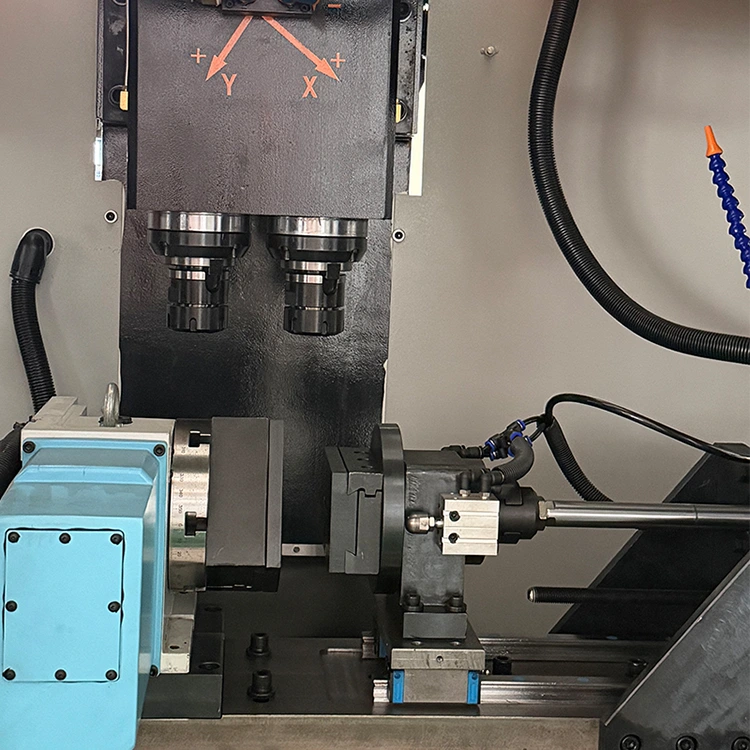
سی این سی ڈرلنگ ٹیپنگ ملنگ مشین فورتھ ایکسس کے ساتھ ایک اعلیٰ کارکردگی والا ملٹی فنکشنل مشینی حل ہے جو ڈرلنگ، ٹیپنگ اور ملنگ آپریشنز کے لیے ڈیزائن کیا گیا ہے۔
کلیدی خصوصیات اور فوائد
اعلی درجے کی CNC کنٹرول سسٹم
· تائیوان پر مبنی CNC نظام بدیہی ٹچ اسکرین انٹرفیس کے ساتھ
· آسان پروگرامنگ اور تیز رفتار سیکھنے کا وکر
· مسلسل صنعتی استعمال کے لیے مستحکم آپریشن
ملٹی فنکشن مشینی صلاحیت
· دونوں محوروں پر ڈرلنگ، ٹیپنگ اور ملنگ کو سپورٹ کرتا ہے۔
· 5.5KW سرو اسپنڈل موٹر کے ذریعے سخت ٹیپنگ کو فعال کیا گیا ہے۔
لچکدار پروسیسنگ کے لیے متغیر رفتار کنٹرول (0–3000 r/min)
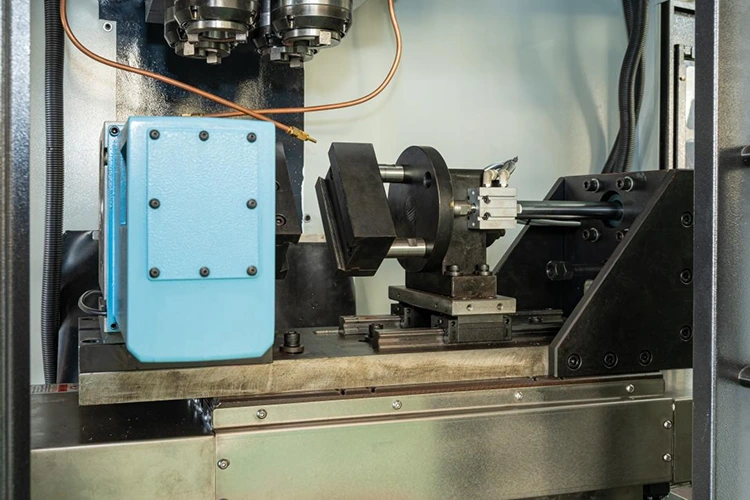
4th Axis انٹیگریشن
· ملٹی اینگل اور ملٹی سرفیس مشیننگ کو قابل بناتا ہے۔
· ریپوزیشن کے وقت کو کم کرکے پیداواری صلاحیت کو بہتر بناتا ہے۔
· اعلی اشاریہ سازی کی درستگی اور اعادہ کی اہلیت
اعلی صحت سے متعلق اور استحکام
گیند کے پیچ اور لکیری گائیڈز ہموار حرکت کو یقینی بناتے ہیں۔
· دہرائیں پوزیشننگ کی درستگی سخت رواداری کے معیار پر پورا اترتی ہے۔
· ہیوی ڈیوٹی ڈھانچہ مستحکم کاٹنے کی کارکردگی کو سپورٹ کرتا ہے۔
صنعتی گریڈ کے اجزاء
HIWIN لکیری ریل اور پریمیم بال سکرو
· قابل اعتمادی کے لیے درآمد شدہ نیومیٹک اجزاء
· صاف اور محفوظ کام کی جگہ کے لیے مکمل طور پر بند تحفظ
سامان کا خاکہ ڈرائنگ

تکنیکی پیرامیٹرز
|
|
نام اور وضاحتیں |
50-سیریز 2-محور لکیری گائیڈ |
|
وضاحتیں |
|
ZSK 520 |
|
زیادہ سے زیادہ ایکس محور سفر (لیڈ سکرو) (ملی میٹر) |
400 ملی میٹر |
|
|
زیادہ سے زیادہ Y-axis سفر (لیڈ سکرو) (ملی میٹر) |
280 ملی میٹر |
|
|
سپنڈل آستین کا قطر (ملی میٹر) |
105 ملی میٹر |
|
|
سپنڈل ٹیپر |
بی ٹی 40 |
|
|
Z1/Z2/زیادہ سے زیادہ سفر (ملی میٹر) |
110 ملی میٹر |
|
|
سپنڈل سینٹر فاصلہ (ملی میٹر) |
120 ملی میٹر یا 240 ملی میٹر (اختیاری) |
|
|
اسپنڈل فیس ٹو ٹیبل سطح (ملی میٹر) |
250/500 ملی میٹر |
|
|
اسپنڈل سینٹر لائن سے بیڈ گائیڈ کی سطح (ملی میٹر) |
250 |
|
|
زیادہ سے زیادہ ڈرلنگ قطر (ملی میٹر) |
50 ملی میٹر |
|
|
زیادہ سے زیادہ ٹیپنگ قطر (ملی میٹر) |
50 ملی میٹر |
|
|
سپنڈل سپیڈ (ر/منٹ) |
0-3000 r/منٹ |
|
|
سپنڈل موٹر پاور (kW) |
5.5KW |
|
|
مجموعی طول و عرض (L×W×H): |
1700*1850*2250 |
|
|
مشین نیٹ وزن (کلوگرام) |
1600 کلو گرام |
|
مین کنفیگریشن
|
NO |
نام |
کنفیگریشن |
مقدار |
ریمارکس |
|
|
1 |
سی این سی سسٹم |
تائیوان ییتو |
1 یونٹ |
|
|
|
2 |
سرو موٹر |
Yitu |
4 یونٹس |
2x بریک موٹرز |
|
|
3 |
سپنڈل سروو |
ہواہونگ |
1 یونٹ |
5.5 کلو واٹ |
|
|
4 |
برقی اجزاء |
گوبیاؤ |
1 سیٹ |
|
|
|
6 |
گیند سکرو |
ڈنگھان |
3 لاٹھی |
پچ: Z-axis 10 ملی میٹر؛ X/Y-axes 16 ملی میٹر |
|
|
7 |
کولنٹ ٹینک |
|
1 سیٹ |
|
|
|
8 |
لکیری گائیڈ |
HIWIN |
6 ٹکڑے |
|
|
|
10 |
چپ ہٹانے کا نظام |
تائیوان ییتو |
1 |
خودکار چپ کنویئر |
|
چوتھا محور
|
نہیں |
پیرامیٹر کا نام |
وضاحتیں |
ریمارکس |
|
1 |
4th محور مرکز اونچائی |
135 ملی میٹر |
|
|
2 |
Faceplate قطر |
150 ملی میٹر |
|
|
3 |
فیس پلیٹ ٹی سلاٹس |
4-12 |
|
|
4 |
کمی کا تناسب |
1:36 |
|
|
5 |
زیادہ سے زیادہ گردشی رفتار |
80rpm |
|
|
6 |
قابل اجازت کاٹنے والی ٹارک |
35 کلو گرام/میٹر |
|
|
7 |
کلیمپنگ پریشر |
20 کلوگرام/㎡ |
|
|
8 |
Clamping Torque |
35 کلو گرام/میٹر |
|
|
9 |
اشاریہ سازی کی درستگی |
20 سیکنڈ |
|
|
10 |
تکراری قابلیت |
4 سیکنڈ |
|
|
11 |
قابل اجازت لوڈ |
140 کلوگرام |
|
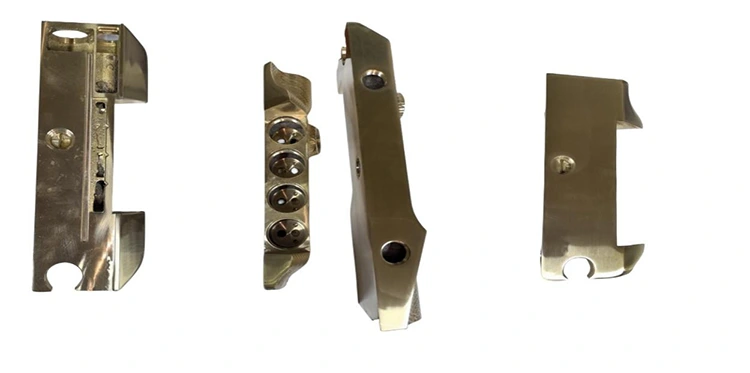
پروڈکٹ کی درخواست
چوتھے محور کے ساتھ CNC ڈرلنگ ٹیپنگ ملنگ مشین بڑے پیمانے پر استعمال ہوتی ہے:
· پلمبنگ اور سینیٹری ہارڈویئر مینوفیکچرنگ
· فائر والو اور سیال کنٹرول کے اجزاء
· آٹو موٹیو اور موٹرسائیکل کے پرزے
گھریلو آلات کا ہارڈویئر
· ایرو اسپیس اور صحت سے متعلق انجینئرنگ


پروسیسنگ اور مینوفیکچرنگ
1. کاسٹ آئرن اعلی درجہ حرارت کے درجہ حرارت سے گزرتا ہے اور چھ ماہ سے زیادہ عمر کے علاج سے گزرتا ہے۔
2. سخت اسمبلی کے عمل (لکیری گائیڈ ریل اسمبلی، بال سکرو اسمبلی، بیئرنگ اسمبلی، وغیرہ)۔

3. بہترین سکریپنگ تکنیک (موٹر بیس سکریپنگ، اسپنڈل اینڈ فیس سکریپنگ، کالم ماؤنٹنگ سطح سکریپنگ)۔

4. سائنسی پیداوار اور مینوفیکچرنگ پورے عمل میں مکمل طور پر قابل شناخت کوالٹی کنٹرول سسٹم کے ساتھ۔
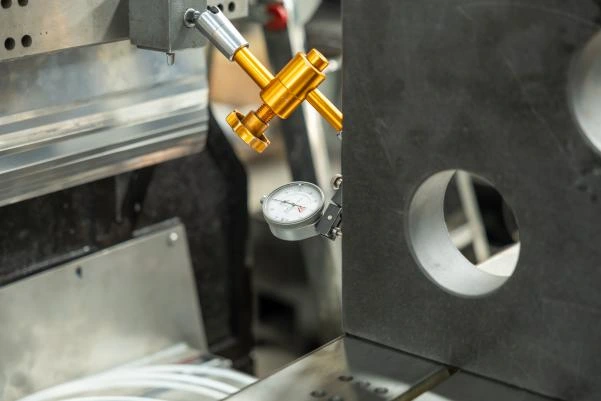
کوالٹی اشورینس
1. پچ کی خرابی کا پتہ لگانے کے دوران، XX اور YY دونوں سمتوں میں لکیری گائیڈ ریلوں کی سیدھی پن کو بیک وقت ناپا جا سکتا ہے، جس سے مشین کے ہر جزو کی مشینی اور اسمبلی کی درستگی کو یقینی بنایا جا سکتا ہے۔ مشین ٹول کی اصل پوزیشننگ کی درستگی اور دوبارہ پوزیشننگ کی درستگی کی پیمائش کی جاتی ہے۔
2. 0.01 ملی میٹر کے اندر درستگی کو یقینی بناتے ہوئے اسپنڈل کے کھڑے ہونے اور ورک ٹیبل کے چپٹے پن کا پوری مشین سے معائنہ کریں۔
3. Z-axis گائیڈ ریل اور ورک ٹیبل کے درمیان کھڑے ہونے کا پوری مشین سے معائنہ کریں، 0.01 ملی میٹر کے اندر درستگی کو یقینی بنائیں۔
4. X-axis اور Y-axis گائیڈ ریلوں کے درمیان کھڑے ہونے کا پوری مشین سے معائنہ کریں، 0.005 ملی میٹر کے اندر درستگی کو یقینی بنائیں۔

ہاٹ ٹیگز: سی این سی ڈرلنگ ٹیپنگ ملنگ مشین چوتھے محور کے ساتھ، چین، سپلائرز، مینوفیکچررز، فیکٹری، قیمت، معیار، کوٹیشن
متعلقہ زمرہ
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔